A packaging line has just tripped for the third time this month. Production wants an immediate restart. The planner is asking whether the motor replacement should bump next week's preventive work. A technician says the failed bearing “looked fine” during the last inspection, and the storeroom doesn't have the exact spare on the shelf. That's where maintenance supervisor duties stop being administrative and become decisive.
The old model cast the supervisor as the person with the radio, the clipboard, and the authority to dispatch labor. That model still exists, but it doesn't hold up in plants where uptime, schedule compliance, and safety performance are scrutinized daily. Industry guidance now frames the role around planning shift work, running preventive maintenance systems, and ensuring health and safety execution, which makes the supervisor far more analytical than many job descriptions suggest (UpKeep guidance on maintenance supervisor responsibilities).
In industrial settings, maintenance supervisors commonly direct teams in the five-to-ten range and are responsible for hiring, training, and daily work assignment planning, according to the Vermont State Colleges maintenance supervisor classification. That same reference ties the role to facilities with meaningful asset responsibility and budget control. In practice, that means the supervisor sits between plant-floor execution and reliability strategy.
A strong supervisor doesn't just respond faster. The supervisor prevents repeat failures, protects schedule discipline, and turns maintenance from a cost center into a control point for OEE, MTBF, and plant risk.
Table of Contents
- 1. Predictive Maintenance Program Development and Implementation
- 2. Reliability-Centered Maintenance Strategy Planning and Asset Criticality Management
- 3. Root Cause Failure Analysis and Recurring Breakdown Prevention
- 4. Maintenance Work Order Planning, Scheduling, and Resource Optimization
- 5. Maintenance Team Training, Competency Development, and Knowledge Management
- 6. Equipment Spare Parts Inventory Management and Optimization
- 7. Maintenance Budget Development, Cost Control, and ROI Tracking
- 8. Safety Compliance, Risk Management, and Preventive Maintenance Execution Leadership
- 8-Point Comparison of Maintenance Supervisor Duties
- From Supervisor to Reliability Leader Your Next Step
1. Predictive Maintenance Program Development and Implementation
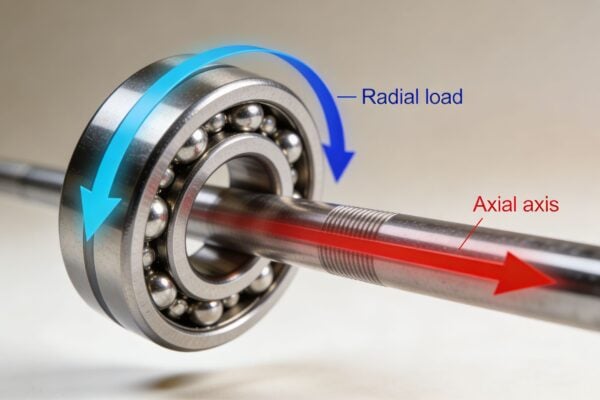
A modern supervisor has to know when a machine is degrading before the machine announces it with a trip, leak, or seized shaft. That means building a predictive maintenance workflow around real condition indicators such as vibration analysis, oil analysis, thermography, ultrasound, and motor current signature analysis.
In a food and beverage plant, this often starts with compressors, process pumps, and large motors because those assets can create both production loss and quality risk. A bearing defect on an air compressor may begin as a rising vibration trend, then progress to heat, then to contamination or seizure. If the supervisor waits for audible noise, the intervention window is already shrinking.

Turning condition data into planned work
The technical mistake isn't usually failing to collect data. It's failing to convert alerts into work orders with a clear priority, scope, and due date. One of the most overlooked maintenance supervisor duties is acting as the bridge between diagnostic signals and execution. That gap matters because one verified industry summary notes that many facilities now use vibration analysis or thermography, yet many teams still struggle to turn predictive alerts into action because of a data literacy gap at the supervisor level.
Practical rule: Don't start predictive maintenance by instrumenting everything. Start with assets that can stop production, create safety exposure, or consume the most maintenance labor.
A sound rollout usually includes:
- Baseline first: Capture normal operating signatures before setting alarm thresholds, especially on pumps, motors, gearboxes, and compressors.
- Failure mode mapping: Tie each technology to a likely defect. Vibration for imbalance or bearing faults, oil analysis for wear debris or contamination, thermography for hot electrical connections, and ultrasound for leaks or early friction.
- Planner integration: Review findings with the planner on a fixed cadence so alerts become scheduled jobs instead of stale notifications.
Plants that execute preventive work before equipment failure can cut unplanned downtime. One verified source ties effective supervision of maintenance work to a potential 30% reduction in unplanned downtime. For teams building that capability, a structured predictive maintenance manufacturing program gives the supervisor a way to standardize thresholds, escalation, and follow-through.
2. Reliability-Centered Maintenance Strategy Planning and Asset Criticality Management
Not every asset deserves the same maintenance strategy. That sounds obvious, but plants still waste labor by treating a noncritical utility pump like a production bottleneck compressor, or by running intrusive PMs on equipment that would be better left alone until condition indicators change.
Maintenance supervisor duties move beyond task assignment into asset strategy. The supervisor has to sort equipment by consequence of failure, dominant failure mode, detectability, and operational impact. In a chemical plant, a support pump on a distillation system may justify close condition monitoring because seal failure can affect throughput, contamination risk, and operator workload all at once. A small exhaust fan in a noncritical area may not.

Where preventive work belongs and where it does not
Reliability-Centered Maintenance (RCM) and Failure Mode and Effects Analysis (FMEA) help answer one question that supervisors face every week. What kind of maintenance makes sense for this asset? Some failures are age-related and support fixed intervals. Others are random and demand inspection or condition monitoring instead.
What works:
- Criticality ranking by business consequence: Put production loss, safety, environmental exposure, and repair complexity into the same decision.
- Failure mode specificity: “Pump failure” is useless. “Seal face wear from dry running” or “bearing damage from contamination” is actionable.
- Annual review: Criticality changes when throughput changes, product mix shifts, or bottlenecks move.
What doesn't work:
- Calendar-only PMs on every asset
- Generic task libraries copied across unlike equipment
- Criticality lists that never get updated after commissioning
The supervisor should be able to explain why one gearbox gets vibration routes, another gets basic PM checks, and a third is allowed to run to failure.
Another emerging responsibility is digital asset integrity. One verified industry summary highlights CMMS data governance and digital asset integrity maintenance as a growing gap in standard job descriptions. If failure codes, asset criticality tags, and spare-part relationships are wrong in the CMMS, the maintenance strategy will drift off course. A practical reliability-centered maintenance implementation guide helps supervisors document those strategy decisions so planners, technicians, and engineers work from the same logic.
3. Root Cause Failure Analysis and Recurring Breakdown Prevention
A recurring failure is usually a leadership problem before it's a mechanical problem. If the same conveyor gearbox, pump seal, or motor bearing keeps returning to the backlog, the plant is paying repeatedly for the same lesson.
Supervisors need a formal failure investigation habit. In an automotive assembly environment, that might mean tracing repeated gearbox damage in a conveyor drive back to soft foot, shaft misalignment, and poor lubrication access instead of replacing the box again. In a dairy plant, it may mean proving that repeated seal failures come from flush-water issues, cavitation, or product crystallization around the seal chamber.

Fixing the failure chain, not the visible symptom
The method matters less than the discipline. Five Whys, fault tree analysis, and Apollo-style root cause analysis can all work if the team preserves evidence, verifies assumptions, and closes corrective actions. The supervisor owns that process because technicians are usually focused on restoration speed, while production is focused on restart.
A strong RCFA routine includes:
- Evidence capture: Photos, process conditions, operator observations, and failed parts should be preserved immediately.
- Cause separation: Distinguish physical cause, human cause, and latent system cause.
- Closure tracking: Corrective and preventive actions have to be assigned, dated, and verified in the CMMS.
Plants often underestimate the operational impact of this duty. Effective maintenance supervision is associated with 3 to 5 times ROI on a reliability program, largely because eliminating repeat failures reduces downtime, avoids emergency response costs, and extends asset life. For supervisors trying to build that discipline, a structured root cause analysis process for equipment failures gives repeatability that informal troubleshooting never will.
A replaced part is not proof of a solved problem. It's only proof that the plant restored function.
4. Maintenance Work Order Planning, Scheduling, and Resource Optimization
A weekly schedule tells the truth about a maintenance organization. If the schedule is overloaded, constantly interrupted, and disconnected from parts availability, the plant isn't managing work. It's reacting to events.
One of the most visible maintenance supervisor duties is planning labor across preventive, predictive, and corrective work while protecting enough flexibility for true emergencies. In most industrial environments, that means balancing technicians, contractor support, permit requirements, shutdown windows, and spare-part readiness against production constraints. The supervisor is the one who decides whether the week is built around priorities or around noise.
The weekly schedule is a reliability tool
In a packaging plant with multiple fillers and conveyors, schedule failure often starts when everything is labeled urgent. Then PMs slide, inspection routes are skipped, and the backlog fills with jobs that were once easy to plan. The supervisor has to force a hierarchy.
Useful scheduling habits include:
- Priority discipline: Emergency means immediate risk to safety, environment, or production. It doesn't mean “someone called twice.”
- Ready-to-work screening: Don't schedule a job that lacks permits, drawings, parts, or lockout steps.
- Backlog aging review: Old work orders often hide chronic defects, especially leaks, alignment issues, and nuisance trips.
A practical planning system also depends on digital control. Verified guidance describes the supervisor as the person who plans shift work, runs preventive maintenance systems, and manages execution quality across technicians, contractors, and the maintenance backlog. That's why a CMMS implementation guide for maintenance teams matters. Without clean work order priority rules, inspection history, and labor visibility, schedule compliance turns into guesswork.
The best supervisors protect planned work aggressively. Every preventable interruption they allow today becomes tomorrow's emergency.
5. Maintenance Team Training, Competency Development, and Knowledge Management
A plant can't sustain reliability on the back of one gifted electrician, one veteran millwright, or one supervisor who remembers every machine's bad habits. Skills have to be documented, taught, and repeated.
This duty gets overlooked because it doesn't always produce an immediate visual result. Yet training quality directly affects first-time fix performance, precision maintenance, and troubleshooting speed. In a pulp and paper mill, a technician who understands bearing fits, shaft runout, lubrication control, and soft foot correction will produce a very different repair outcome than one who merely swaps parts and restarts the machine.
Building repeatable skill, not heroics
Supervisors need to develop both craft skill and diagnostic judgment. That includes reading vibration reports, understanding thermal patterns, recognizing early contamination in oil samples, and knowing when an electrical symptom is really a mechanical defect. It also includes procedural discipline. A technician should know the correct torque sequence, alignment tolerance, seal installation method, and post-repair verification steps before touching a critical asset.
Useful practices include:
- Equipment-specific playbooks: Build SOPs around actual plant assets, not generic textbook procedures.
- Mentored skill transfer: Pair newer technicians with experienced personnel on critical tasks such as laser alignment, bearing installation, and motor testing.
- Knowledge capture in the CMMS: Link procedures, photos, failure history, and inspection points to the asset record.
Multiple job-description references identify inspection-led failure detection, preventive maintenance scheduling, inventory and spares control, and vendor coordination as core responsibilities for supervisors. That makes knowledge management part of execution, not an optional HR activity. Teams that need structure can use documented examples of playbooks to standardize troubleshooting and repair steps across shifts.
What usually fails is informal tribal knowledge. When the only person who knows how to shim a troublesome fan base correctly is on vacation, the plant becomes fragile.
6. Equipment Spare Parts Inventory Management and Optimization
Spare parts control is where reliability and finance collide. Too little inventory, and a simple bearing failure becomes a long outage. Too much inventory, and the storeroom fills with obsolete seals, the wrong coupling inserts, and motors no one can use.
Supervisors own the practical balance. In a process plant, they need to know which failures drive MTTR and which parts create schedule risk because of lead time, interchangeability, or installation complexity. A critical cooling-water pump might justify stocked bearings, seals, and gaskets. A low-consequence fan motor might not.
Stocking parts by failure consequence
The strongest inventory decisions come from failure history and criticality, not habit. If a gearbox commonly fails through input bearing contamination, it makes sense to stock the bearing set, seal kit, and any specialty tools needed for rapid repair. If the gearbox almost never fails and has an available bypass path, shelf stock may be waste.
A disciplined supervisor will usually:
- Link parts to assets in the CMMS: Every critical spare should trace to the exact equipment it supports.
- Review consumption patterns: High-use filters, belts, seals, and bearings need different controls than low-use specialty items.
- Coordinate with condition monitoring: If oil analysis or vibration indicates degradation, procurement should begin before the teardown date.
This duty matters because maintenance supervisors are expected to handle inventory tracking, ordering tools and supplies, and keeping projects on schedule, according to the verified industry summary of maintenance supervisor responsibilities and compensation. In real terms, every stockout extends repair duration, while every unmanaged storeroom dollar reduces the budget available for reliability upgrades.
Good inventory management doesn't mean “more parts.” It means the right parts are available when a planned intervention window opens.
A practical example is an industrial refrigeration system using large motor-driven compressors. If vibration trending shows early bearing distress, the supervisor should trigger procurement for bearings, seals, lubricant, and any coupling elements required for the outage. That is far cheaper and far cleaner than discovering a missing component during teardown.
7. Maintenance Budget Development, Cost Control, and ROI Tracking
A supervisor who can't explain maintenance spending in operational terms won't get support for the next reliability initiative. Budget control is not just accounting. It's the discipline of showing which spend prevents downtime, which spend repeats avoidable failure, and which spend should move from reactive repair to planned improvement.
This responsibility becomes more important in plants where maintenance costs consume a meaningful share of operating expense. One verified source states that maintenance budgets can represent 20% to 50% of total operating costs. That's why cost conversations need to be tied directly to risk, asset health, and production impact.
Budget control has to support reliability
In a metals facility, for example, repeated roll-table motor failures may seem like an unavoidable repair line item until the supervisor isolates the actual cost drivers. Emergency labor, rushed parts freight, lost throughput, secondary coupling damage, and repeated troubleshooting time often outweigh the cost of fixing the underlying alignment and contamination problem.
Budget discipline works best when the supervisor:
- Separates reactive and planned spend: If emergency work dominates, the budget is signaling a reliability weakness.
- Tracks cost by failure mode or asset family: Pumps, compressors, and conveyors often reveal patterns quickly.
- Builds cases for investment: Condition monitoring, training, and precision maintenance tools need a business justification tied to avoided loss.
Compensation data also reflects the scope of this responsibility. Verified industry information places the median annual salary for maintenance supervisors in the United States between $65,000 and $80,000, which aligns with the role's mix of labor leadership, budget management, and operational accountability. A well-structured maintenance budgeting approach for reliability-focused teams helps supervisors connect maintenance cost to uptime, OEE, and long-term asset value instead of defending every line item in isolation.
What doesn't work is blanket cost cutting. Cutting inspections, training, or planned replacement without understanding failure consequence usually pushes spend into the emergency column later.
8. Safety Compliance, Risk Management, and Preventive Maintenance Execution Leadership
A reliable plant is never built on unsafe maintenance. When lockout is weak, permits are rushed, or confined-space controls are treated as paperwork, the plant isn't just increasing injury risk. It's also increasing the odds of equipment damage, startup errors, and long production interruptions after an incident.
One of the core maintenance supervisor duties is making sure safety systems are executed at the job level, not just written in binders. That includes lockout-tagout, hot work control, confined space entry, contractor oversight, and pre-job hazard review. In a chemical facility, opening a pump for seal replacement without isolating residual energy or process hazard correctly can turn a routine task into an incident that shuts down more than the affected asset.
Safe work is part of asset reliability
Supervisors are also expected to lead safety inspections and support OSHA compliance as part of maintaining operational reliability, according to the verified industry summary on the maintenance supervisor role. That makes safety leadership inseparable from maintenance execution. The same person assigning the job must verify that the work package, isolation plan, and staffing level are adequate.
A practical safety routine should include:
- Pre-job review: Confirm isolation points, stored energy sources, tools, PPE, and recovery steps before work starts.
- Field observation: Watch critical tasks in progress, especially line breaks, electrical work, lifting, and confined-space preparation.
- Procedure ownership: Involve technicians in writing and revising procedures so the instructions match real field conditions.
A common failure mode here is procedural drift. The written lockout sequence may be correct, but the actual machine has a backfeed source, a trapped pressure point, or a modified control circuit that no one documented. That's why clear, plant-specific procedure control matters. Teams tightening that side of execution often benefit from stronger discipline around writing standard operating procedures.
A supervisor who protects preventive maintenance execution while enforcing safety standards does more than avoid incidents. That supervisor preserves trust, work quality, and schedule stability.
8-Point Comparison of Maintenance Supervisor Duties
| Program / Service | Implementation Complexity | Resource Requirements | Expected Outcomes | Ideal Use Cases | Key Advantages |
|---|---|---|---|---|---|
| Predictive Maintenance Program Development and Implementation | High, requires sensor deployment, baseline tuning, and integration (6–12 months to mature) | Condition sensors (vibration, oil, thermography, ultrasound, MCSA), analytics software, trained analysts, CMMS integration | ~30%+ reduction in unplanned downtime; extended asset life; 3–5x ROI potential | Critical rotating equipment in manufacturing, food & beverage, chemical, power generation | Early fault detection enabling planned interventions, spare parts forecasting, reduced emergency repairs |
| Reliability-Centered Maintenance (RCM) Strategy & Asset Criticality Management | High, cross-functional analyses (FMEA, Weibull, RCM logic) and periodic reassessments | Reliability engineers, historical failure data, cross-functional workshops, analysis tools | Eliminates unnecessary PMs (15–20% cost reduction); improves uptime and prioritizes investments | Multi-asset sites, regulated industries, when prioritizing maintenance spend | Aligns maintenance with business risk and production priorities; documents rationale for decisions |
| Root Cause Failure Analysis & Recurring Breakdown Prevention | Medium–High, structured investigations, may need lab support and follow-up CAPA | Trained investigators, cross-functional teams, failure evidence collection, possible third-party testing | Eliminates recurring failures (addresses 20–30% of maintenance spend); builds institutional knowledge | Repeated or high-cost failures across industries (food, automotive, mining, chemical) | Identifies systemic causes and prevents recurrence; reduces warranty/supplier disputes |
| Maintenance Work Order Planning, Scheduling & Resource Optimization | Medium, requires disciplined CMMS use and coordination with production | CMMS, planners/schedulers, labor forecasting, spare parts visibility, production coordination | Reduces unplanned downtime 25–40%; improves labor productivity 15–20% and spare parts planning | Facilities with mixed preventive/predictive workloads and constrained labor | Better labor utilization, aligned maintenance windows, transparency for operations |
| Maintenance Team Training, Competency Development & Knowledge Management | Medium, curriculum development and ongoing competency programs | Trainers, learning platforms, hands-on equipment, certification budgets, SOP documentation | Increases first-time-fix 20–30%; reduces rework and accelerates onboarding | Organizations introducing predictive tools, facing skill gaps or high turnover | Builds in-house capability for diagnostics, improves safety and technician retention |
| Equipment Spare Parts Inventory Management & Optimization | Medium, requires accurate consumption data and supplier coordination | CMMS-linked inventory, warehouse space, supplier contracts, cycle counts, ABC analysis | Reduces MTTR 30–50%; lowers carrying costs ~15–20%; prevents production delays | Remote sites, long lead-time OEM parts, critical rotating equipment fleets | Faster repairs, cost savings through optimized stocking and dual-sourcing strategies |
| Maintenance Budget Development, Cost Control & ROI Tracking | Medium–High, needs integrated cost data and lifecycle modelling | Collaboration with finance, cost tracking systems, CMMS/ERP data, benchmarking tools | Enables data-driven budgets, demonstrates ROI for reliability initiatives, reduces downtime costs 30–50% | Capital planning cycles, justification for predictive investments, corporate benchmarking | Secures funding for reliability projects, improves multi-year forecasting and capital allocation |
| Safety Compliance, Risk Management & Preventive Maintenance Leadership | Medium, procedural, auditing, and cultural work with continuous reinforcement | Safety training, audits, PPE, permit systems (LOTO/confined space), documentation and incident tracking | Fewer injuries/incidents, regulatory compliance, avoided fines and operational disruptions | Hazardous or highly regulated environments (oil & gas, chemical, pharma, heavy manufacturing) | Protects people and operations, reduces insurance/penalty risk, strengthens safety culture |
From Supervisor to Reliability Leader Your Next Step
The difference between an average supervisor and a reliability leader usually isn't technical vocabulary. It's operational discipline. The stronger supervisor turns weak signals into planned work, keeps critical assets on the right maintenance strategy, and refuses to accept repeat failures as normal. That shift changes how the entire plant performs.
These eight duties work together. Predictive maintenance is weak without work order discipline. Root cause analysis goes nowhere if training is poor or spare parts control is sloppy. Budget control becomes defensive if the supervisor can't connect spending to failure prevention and asset availability. Safety suffers when schedules are chaotic, and schedules suffer when criticality isn't clear.
That's why modern maintenance supervisor duties are broader than many organizations admit. The role still includes hiring, assigning work, and monitoring daily execution. Verified job classification information states that maintenance supervisors commonly oversee about five to ten maintenance or mechanics staff and handle interviewing, hiring, training, and daily work planning in industrial settings (Vermont State Colleges maintenance supervisor classification). But in practice, that's only the foundation.
The supervisor now has to translate plant conditions into action. That includes reading condition-monitoring results well enough to prioritize work, validating CMMS data so asset history remains useful, and making maintenance decisions that support OEE, MTBF, and schedule compliance. It also means understanding real failure behavior. A motor bearing problem may be lubrication-related, installation-related, or alignment-related. A seal failure may come from dry running, poor flush control, or shaft movement. The job is to distinguish among those causes and lead the right response.
For plant leaders, this has a direct implication. If supervisors are still measured only by how quickly they respond to breakdowns, the organization will stay reactive. If they're measured by uptime, schedule compliance, safety performance, backlog quality, and the elimination of recurring failures, the maintenance function starts to mature.
For reliability engineers and maintenance managers, the next step is usually not another generic training deck. It's a clear look at the current program. Which assets are critical. Which recurring failures haven't been structurally solved. Which PMs add value. Which alerts die in the CMMS. Which parts extend outage time. Which supervisors have the data and authority to act.
That assessment is where improvement starts. Once the plant sees the actual gaps, it can build a roadmap that strengthens execution without adding complexity for its own sake.
Forge Reliability helps maintenance teams turn these maintenance supervisor duties into a practical reliability system. For a free reliability assessment from Forge Reliability, connect with their team to benchmark current practices, identify the highest-value improvements, and build a focused plan to reduce unplanned downtime and improve asset performance.