A new plant manager usually meets pharmaceutical equipment at the worst possible moment. A compression room alarm stops a high-speed tablet press. The line team sees only a drive fault and a growing queue of product. Quality sees a potential deviation. Maintenance sees a repair. Operations sees a missed schedule. In a pharmaceutical plant, all four are right.
That is a significant challenge. A bearing problem, sensor drift, feeder inconsistency, or poor drainability rarely stays a simple mechanical issue for long. It can turn into an investigation, a cleaning delay, a qualification review, or a batch disposition decision. The plant doesn't get paid for motion. It gets paid for compliant output.
Table of Contents
- The High Stakes of Pharmaceutical Equipment Downtime
- Why Pharmaceutical Maintenance is Fundamentally Different
- A Tour of Critical Pharmaceutical Equipment and Systems
- Common Failure Modes and Modern Diagnostic Techniques
- Navigating Maintenance Within a Validated Environment
- Building a Proactive Equipment Reliability Program
- From Uptime to Guaranteed Compliance
The High Stakes of Pharmaceutical Equipment Downtime
The batch is near the end of compression. Operators have already adjusted feed. The line has been running well enough to relax people. Then the press trips on a drive-side alarm. A mechanic hears roughness in a bearing housing. Production asks how long. Quality asks what happened during the last few minutes before the stop. Nobody is asking about a bearing anymore.

In most industries, downtime hurts output and labor efficiency. In pharma, it can also threaten batch quality, trigger deviation handling, extend hold times, and pull technical staff into review work that lasts much longer than the repair itself. A five-minute stop can create a multi-day paperwork burden if the event touches a critical process parameter or raises any doubt about product quality.
That pressure is rising because the asset base is getting denser and more automated. One market estimate values the global pharmaceutical processing equipment market at USD 16.42 billion in 2024 and projects growth to USD 33.72 billion by 2032, implying about a 9.41% CAGR over the forecast period, according to this pharmaceutical processing equipment market estimate. More automation usually means more interlocks, more instrumentation, and more ways for a minor fault to stop validated production.
Downtime spreads across functions
A failure on one asset often creates secondary risks on others:
- Processing risk: A blender, granulator, or tablet press stop can change residence time, material flow, or environmental exposure.
- Utility risk: If a clean steam generator, HVAC train, or purified water loop goes unstable, multiple rooms may lose ready status.
- Packaging risk: A missed serialization check, blister seal issue, or label verification fault can hold finished goods even when the product itself is sound.
A plant manager who wants fewer surprises should look at equipment as a connected system, not a row of independent machines. That is especially true for final packaging, where line integration failures often matter more than the individual machine fault. For a practical packaging view, this guide on pharma packaging equipment reliability is worth reviewing.
Practical rule: In a pharmaceutical plant, the true cost of downtime is usually determined after the wrench work ends.
Why Pharmaceutical Maintenance is Fundamentally Different
Pharmaceutical maintenance is different because the plant is not only trying to keep machines running. It is trying to prove that equipment remains fit for its intended use, under control, and traceable in a regulated environment. That changes the meaning of routine work.
A mechanic in another industry might tighten a sensor bracket, swap a gasket, or adjust a VFD parameter and move on. In pharma, the same action may affect a critical process parameter, alter cleaning behavior, or create a documentation gap. If the team can't show what changed, who approved it, and whether qualification impact was assessed, the problem is not just maintenance quality. It is compliance exposure.
The rules came from hard lessons
Modern pharmaceutical quality regulation accelerated after the 1961 thalidomide scandal and the 1962 Kefauver-Harris Amendment, which required proof of efficacy and accurate disclosure of side effects before drug approval, as outlined in this history of the pharmaceutical industry's regulatory evolution. That history matters on the plant floor. It explains why maintenance records, audit trails, and documented control matter as much as the repair itself.
The industry now talks about Pharma 4.0, with emphasis on digitization, automation, information systems, process discipline, and culture. On the floor, that doesn't mean a dashboard makes the plant reliable. It means every repair interacts with data integrity, traceability, and validated operating conditions.
What that means in daily maintenance work
A new plant manager should set expectations early:
- No undocumented adjustments. If a technician changes a parameter, resets a transmitter offset, or modifies a timing sequence without proper review, the plant may lose evidence that the asset stayed in a controlled state.
- No assumption that mechanical completion equals release. A replaced part may solve the fault and still require verification, calibration review, or change control.
- No separation between maintenance and quality records. Work orders, calibration results, and deviation history must tell one coherent story.
A common example is an aseptic filling line conveyor that starts mis-tracking containers. The easy answer is to tweak guides and sensors until jams stop. The correct answer is to determine whether the issue came from worn drive components, loose brackets, washdown damage, prior undocumented adjustments, or a setup condition outside validated limits.
In pharma, maintenance isn't finished when the machine turns. It is finished when the plant can defend the machine's state.
Teams that struggle here usually have planning gaps, not bad people. The fix is disciplined maintenance planning tied to SOPs, calibration, and qualification impact. This overview of maintenance planning in pharmaceutical operations gives a strong operational model.
A Tour of Critical Pharmaceutical Equipment and Systems
A pharmaceutical plant can look complicated until the assets are grouped by function. Most reliability decisions become clearer when equipment is sorted into three families. Processing equipment makes or transforms the product. Utilities make the environment and process support stable. Packaging equipment turns finished bulk into saleable, traceable units.

Processing assets
This group includes mixers, granulators, mills, tablet presses, capsule fillers, reactors, and transfer systems. Their direct job is product transformation. Their hidden job is repeatability.
A tablet press is a good example. It is not just a rotating machine with tooling wear. It is a compression system where punch condition, feeder consistency, turret alignment, lubrication control, and environmental stability all affect product quality. If punch guides wear or the feeder loses consistency, the first signal may be tablet defects rather than a hard breakdown.
Bioreactors and liquid formulation vessels create a different risk profile. Agitator drives, seals, temperature control loops, and transfer pumps matter mechanically. They also matter because excursions can affect mixing quality, hold conditions, and cleaning performance.
Utilities that quietly control everything
Utilities often stop more production than process machines because they support multiple areas at once.
Key utility systems include:
- HVAC and cleanroom systems: They control temperature, humidity, pressure cascade, and airborne contamination risk.
- WFI and purified water systems: Water for Injection and Purified Water systems support cleaning, formulation, and utility use depending on the process.
- Clean steam, compressed air, and vacuum: These systems drive sterilization, valve actuation, transfer, and instrumentation support.
A Water for Injection pump is a useful example. On paper, it is just a pump. In practice, a seal issue, cavitation problem, or motor fault can interrupt cleaning, delay setup, and hold multiple suites from release. Utility failures are rarely local.
Cold-chain and refrigeration support systems also deserve more attention than they usually get, especially in temperature-sensitive processes and storage areas. This page on pharmaceutical industrial refrigeration systems is a useful reference for that part of the asset base.
Packaging assets with little tolerance for drift
Packaging equipment includes blister machines, cartoners, cappers, labelers, vision systems, checkweighers, and serialization systems. These assets are often underestimated because they don't transform the formulation. They still determine whether saleable product leaves the plant.
A blister machine illustrates the point. Seal temperature drift, web tracking problems, vacuum instability, and worn indexing drives can create leaks, misregistration, or inspection rejects. The line may still run, but output is no longer compliant output.
Utility systems and packaging lines often create the plant's biggest surprise stops because teams classify them as support assets until they fail.
Common Failure Modes and Modern Diagnostic Techniques
A high-speed tablet press is one of the best examples of why pharmaceutical equipment reliability must connect mechanical detail to business risk. The machine can keep rotating while product quality deteriorates. That is harder to manage than a simple crash because the damage may not be obvious at first.
Tablet press failures that start small
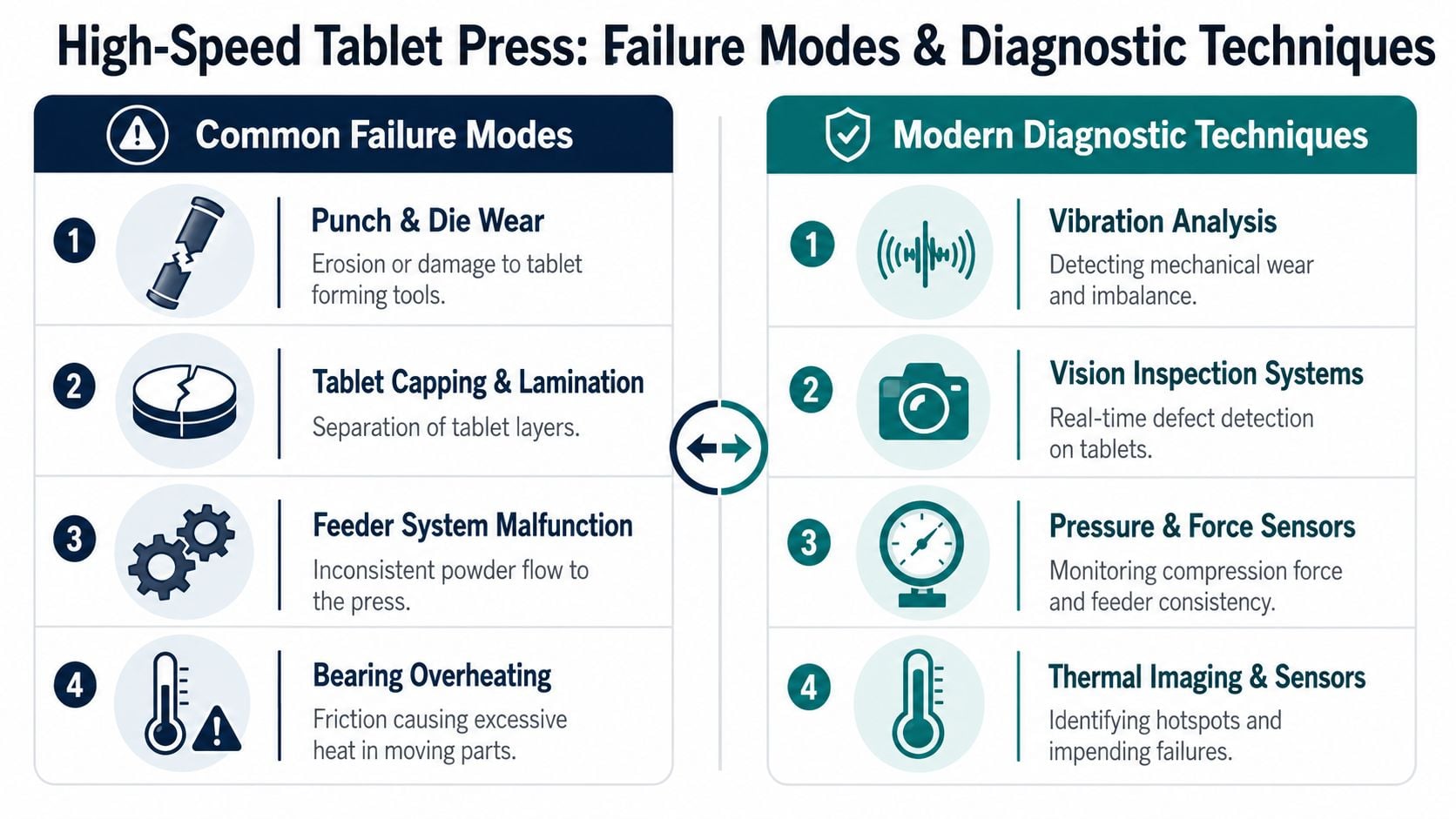
Several failure modes show up repeatedly.
First is bearing wear in the main drive, feeder drive, or supporting rotating elements. Early on, operators may hear a faint roughness or notice heat near a housing. Left alone, the machine may start to vibrate, drift in timing, or trip under load.
Second is punch and die wear. This is not only a tooling issue. Worn or damaged tooling changes compression consistency, increases defect risk, and can create fines that worsen feeder performance and cleaning burden.
Third is feeder malfunction. Feed frames, paddles, drives, and powder-contact components wear, bind, or lose alignment. The result is inconsistent fill depth, unstable tablet weight, and operator over-adjustment that masks the root cause.
Fourth is clutch, brake, or drive control degradation. Even when a press appears mechanically healthy, poor stopping behavior, erratic indexing, or control drift can move the machine toward nuisance alarms and inconsistent operation at production speed.
Diagnostics that catch trouble before rejection
The right diagnostic method depends on the failure mode.
| Failure mode | Early symptom | Useful diagnostic approach | Why it matters |
|---|---|---|---|
| Bearing wear | Heat, roughness, rising vibration | Vibration analysis and thermography | Detects damage before seizure or forced stop |
| Tooling wear | Defects, weight variability, fines | Visual inspection, dimensional checks, trend review | Prevents quality drift disguised as process instability |
| Feeder issues | Inconsistent fill, operator adjustments | Motor current trends, vibration, force trend review | Separates mechanical feed problems from material behavior |
| Drive or brake problems | Erratic stops, alarms, poor repeatability | Thermal checks, electrical testing, control verification | Protects process timing and validated operation |
Vibration analysis works well when a component has predictable mechanical signatures. Bearings, misalignment, looseness, and imbalance usually speak through vibration before they fail catastrophically.
Thermal imaging is valuable when friction, overload, poor electrical connection, or cooling problems create localized heat. A warming motor terminal, hot bearing cap, or overloaded drive cabinet is easier to fix in planning time than during a midnight outage.
Motor current review helps where the load pattern matters. Feeders, pumps, and small drive systems often show stress through changing electrical demand before the machine reaches alarm limits.
Operator observations still matter. A veteran operator who says a press sounds different, takes longer to stabilize, or needs more correction is often reporting an early failure mode. That input should enter the same review process as instrument data.
For teams building this capability, a structured condition monitoring approach for pharmaceutical equipment helps convert scattered inspections into a real program.
Hygienic design failures are reliability failures
Not every reliability problem is a rotating element.
GMP guidance says equipment surfaces must be easy to clean, must not negatively affect product quality, and must be suitable for their intended purpose, with suitability shown through qualification, as described in this guidance on GMP-compliant equipment design. On the floor, that means residue retention, surface condition, dead legs, gasket compatibility, and drainability are reliability concerns.
When a product-contact assembly repeatedly fails cleaning verification, teams often blame cleaning execution first. Sometimes they are right. Often they are repairing around a design mismatch.
Examples include:
- Dead spots in transfer lines that trap residue and force repeated manual re-cleaning
- Surface degradation that changes cleanability after repeated service and aggressive cleaning cycles
- Incorrect gasket materials that swell, crack, or shed after chemical exposure
- Poor drainability in vessels or piping that extends changeover and raises contamination risk
Repeated cleaning failure is usually not a training issue alone. It often means the asset is no longer behaving like the qualified design assumed.
Navigating Maintenance Within a Validated Environment
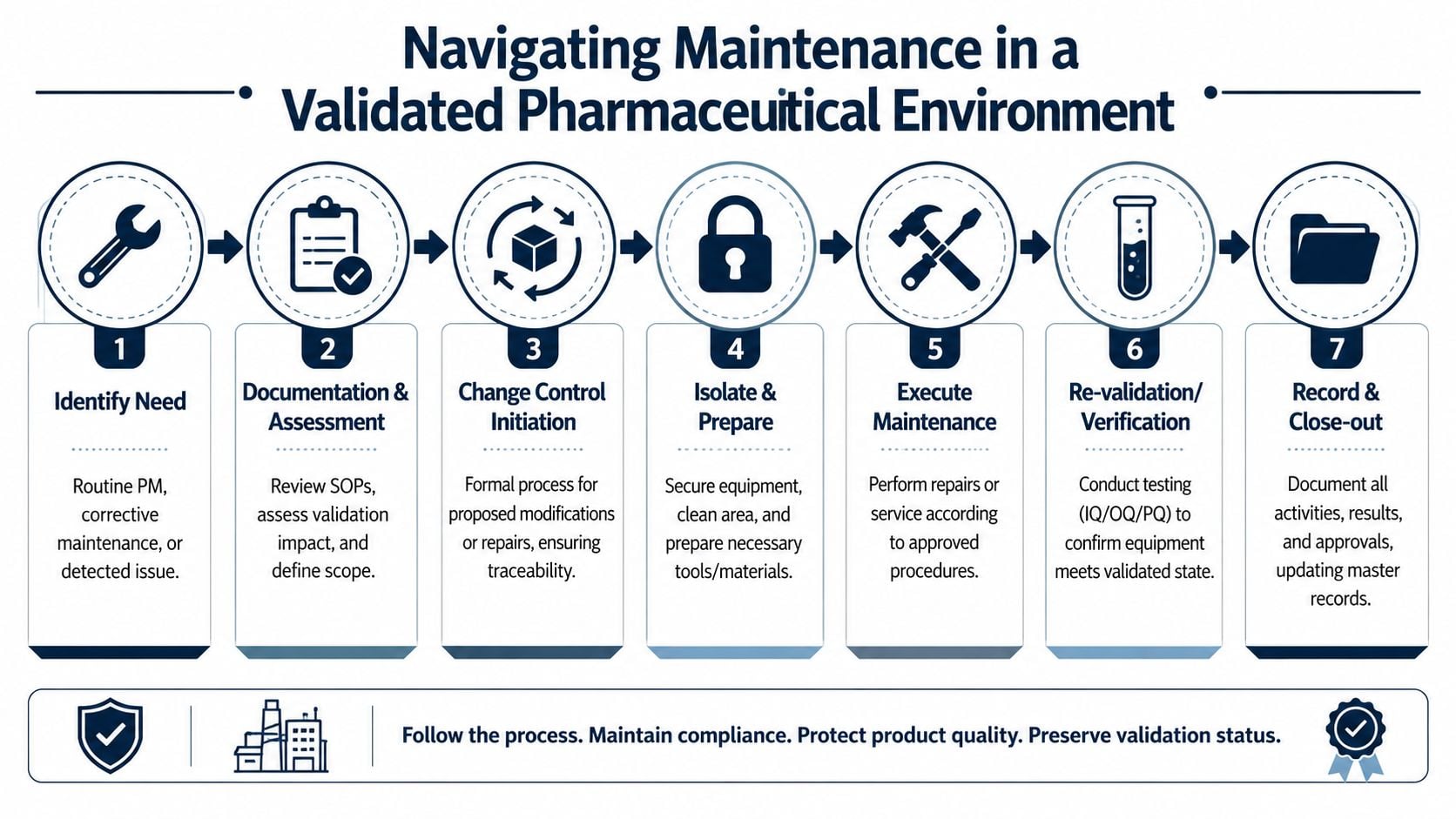
Maintenance inside a validated pharmaceutical system has one central rule. Every activity must preserve, or formally re-establish, the equipment's qualified state. If that sounds abstract, the practical meaning is simple. A good repair can still be the wrong repair if it changes how the asset operates and nobody evaluates the impact.
What DQ IQ OQ and PQ mean on the shop floor
Pharmaceutical equipment qualification typically follows DQ, IQ, OQ, and PQ. That is Design Qualification, Installation Qualification, Operational Qualification, and Performance Qualification. OQ is especially important because it tests operating limits and worst-case conditions before routine use, as explained in this overview of equipment qualification in pharmaceuticals.
A maintenance manager doesn't need to write qualification protocols to use this logic well. The manager does need to know what each stage protects:
- DQ asks whether the design suits the intended purpose.
- IQ confirms it was installed correctly.
- OQ checks whether it works across defined operating limits.
- PQ confirms it performs in routine use.
The key reliability implication is straightforward. An asset can be mechanically repaired and still no longer fit its OQ or PQ boundaries. That is why undocumented calibration tweaks, repeated setpoint drift, or substitute parts can create larger problems than the failure that triggered the work.
A practical maintenance decision path
When a maintenance action is proposed, the team should ask three questions in order.
Does this task touch a critical parameter or product-contact function?
If yes, qualification impact must be reviewed before release.Does it change component form, fit, function, software, calibration, or control logic?
If yes, formal change control is usually required.Can the team prove what was done and what was verified afterward?
If no, the work is incomplete from a GMP standpoint.
That logic belongs in the work order flow, not only in QA review. Plants that rely on memory and informal judgment eventually lose consistency. A well-structured CMMS implementation for pharmaceutical maintenance helps by forcing the right checkpoints into the process.
A PLC replacement example
Consider a qualified granulation skid with a failed PLC component. The control cabinet fault is obvious. The temptation is to replace the hardware, download the last backed-up code, prove the machine starts, and hand it back.
That is not enough.
The team should verify:
- the replacement matches the approved configuration
- software and parameter versions are controlled
- any I/O scaling and instrument mapping are confirmed
- alarms, interlocks, and recipes function as expected
- any impacted OQ functions are reviewed and retested as needed
- all records tie back to the approved change and work order
A plant that skips those steps may get away with it several times. Then an alarm sequence behaves differently during production, or a critical input scales incorrectly, and the investigation uncovers an uncontrolled maintenance action from months earlier.
The validated state is not a philosophy. It is the plant's evidence that the machine still does what the process assumes it does.
Building a Proactive Equipment Reliability Program
Calendar-based PM still has a role in pharma, but it is not enough on its own. It assumes failure risk is mostly a function of time. That is rarely true for modern pharmaceutical equipment, especially where assets operate under variable load, frequent cleaning, changeover stress, and tight control requirements.
A better program starts with where failure hurts most, then chooses the right maintenance method for each failure mode.
Start with criticality not equal effort
Not every asset deserves the same level of attention. A room exhaust fan and a sterile barrier component are both important, but they do not create the same business risk.
Criticality ranking should account for more than downtime. In pharma, it should also include:
- Product quality impact: Could failure affect critical quality attributes or create contamination risk?
- Compliance consequence: Would failure trigger deviation review, hold product, or challenge qualified state?
- Redundancy reality: Is there true installed backup, or only a spare part on a shelf?
- Recovery difficulty: Can the plant restart quickly, or does failure force cleaning, line clearance, or requalification review?
Many programs go wrong when they rank assets by replacement cost or rough production importance and miss the systems that create the biggest regulatory disruption.
Use failure modes to set the maintenance mix
Once assets are ranked, the next step is FMEA, or Failure Mode and Effects Analysis. The purpose is not to produce a thick spreadsheet that nobody reads. It is to identify how each asset fails, what early evidence exists, and what intervention prevents the consequence.
A useful reliability mix in pharma often looks like this:
- Time-based PM for tasks with known service intervals, such as consumables, wear components, and mandatory routine checks
- Condition-based maintenance for bearings, motors, drives, and utility equipment where vibration, temperature, ultrasound, or electrical data provide early warning
- Precision maintenance for alignment, balancing, torque control, lubrication control, and assembly quality
- Root cause work for repeat failures, nuisance trips, calibration drift, and chronic cleaning issues
This same discipline matters outside production suites too. Labs and sample storage areas carry their own risk profile. When product or stability samples depend on controlled refrigeration, maintenance teams should understand the link between equipment health and risk management for sample integrity.
Comparison of Maintenance Strategies in Pharma
| Strategy | Compliance Risk | OEE Impact | Cost Efficiency | Best For |
|---|---|---|---|---|
| Reactive maintenance | High, because documentation and impact review happen under pressure | Poor when failures stop validated production | Weak over time due to secondary damage and disruption | Non-critical, non-GMP support items only |
| Calendar-based preventive maintenance | Moderate if tasks are documented but not tied to real failure modes | Fair on stable assets, weaker on variable-duty equipment | Mixed, because some work is unnecessary | Basic regulatory routines and known wear items |
| Condition-based maintenance | Lower when tied to documented limits and follow-up actions | Strong, because intervention happens before failure | Strong on rotating and utility assets with measurable degradation | Motors, pumps, bearings, fans, gearboxes, feeders |
| Reliability-centered mix | Lowest when criticality, failure modes, and validation impact are aligned | Strongest, because the method matches the risk | Best long-term use of labor and spares | Critical pharmaceutical equipment and interconnected systems |
How to launch without overwhelming the plant
A plant does not need to rebuild the whole maintenance program in one quarter. A better path is to start with a pilot on a short list of assets that repeatedly disrupt output or create compliance headaches.
A sensible pilot might include one tablet press, one critical air handler, one purified water distribution pump set, and one blister line. The team then builds:
- a criticality score
- a failure mode review
- a monitoring plan
- clear trigger points for action
- CMMS coding that captures cause and remedy correctly
The point is to create signal, not more paperwork. When teams see fewer surprise stops, cleaner investigations, and better planned maintenance windows, the program gains credibility.
From Uptime to Guaranteed Compliance
Pharmaceutical equipment reliability is not just a maintenance function. It is part of quality assurance, production assurance, and business risk control. That is why the strongest plants treat a fault on a press, pump, HVAC train, or packaging line as both a technical event and a compliance event.
The practical lesson is simple. Mechanical uptime alone is not enough. Equipment must stay cleanable, calibrated, documented, and within the boundaries that the validated process expects. When that discipline is missing, small failures become large investigations.
Plant leaders who are reviewing broader lab and production automation choices may also find it useful to look at how automated laboratory equipment changes maintenance expectations, data handling, and operating risk in adjacent GMP environments.
A new plant manager does not need more slogans about Pharma 4.0. The plant needs assets that start when scheduled, run within control, and return clear evidence that they remained in a qualified state after every intervention. That is the difference between uptime and dependable compliance.
If pharmaceutical equipment failures are creating repeat deviations, cleaning delays, calibration drift, or unplanned downtime in your facility, Forge Reliability can help. Their team offers a free reliability assessment focused on critical assets, failure modes, condition monitoring opportunities, and maintenance practices that affect both uptime and compliance.