A maintenance manager usually hears it first on a walkdown. Compressed air hissing behind an assembly cell. A steam line that sounds a little too lively. A vacuum system that never seems to hold stable conditions for long. In many plants, those sounds get normalized because production is still running.
That's where problems hide. Leaks rarely announce themselves as dramatic failures. They show up as energy waste, unstable process conditions, overloaded compressors, poor vacuum performance, nuisance maintenance calls, and avoidable wear on supporting equipment. Ultrasonic leak detection matters because it lets a team find those hidden losses before they become visible breakdowns.
For reliability leaders, the actual question isn't whether ultrasound can find leaks. It can. The better question is where it belongs in a maintenance program, which failure modes justify using it first, and how inspection data becomes something a planner can act on instead of another disconnected field note.
Table of Contents
- Locating Hidden Failures with Ultrasonic Leak Detection
- How Ultrasound Detects Leaks You Cannot Hear
- Mastering Ultrasonic Inspection Tools and Techniques
- From Decibels to Diagnosis Interpreting Ultrasound Signals
- Practical Applications for Ultrasonic Leak Detection
- Building a PdM Program with Ultrasonic Data
- Ultrasonic Limitations and Your Pre-Inspection Checklist
Locating Hidden Failures with Ultrasonic Leak Detection
A plant can sound busy and still be bleeding value. The steady hiss around manifolds, hose drops, regulator stations, and valve banks often gets treated as background noise. In practice, it's usually a collection of small failures that operations has learned to live with.
That mindset creates two problems. First, teams stop asking whether the sound is normal. Second, they rely on audible checks in environments where audible checks aren't dependable. A running packaging line, air knives, motors, and process flow can bury the exact clue a technician is trying to hear.
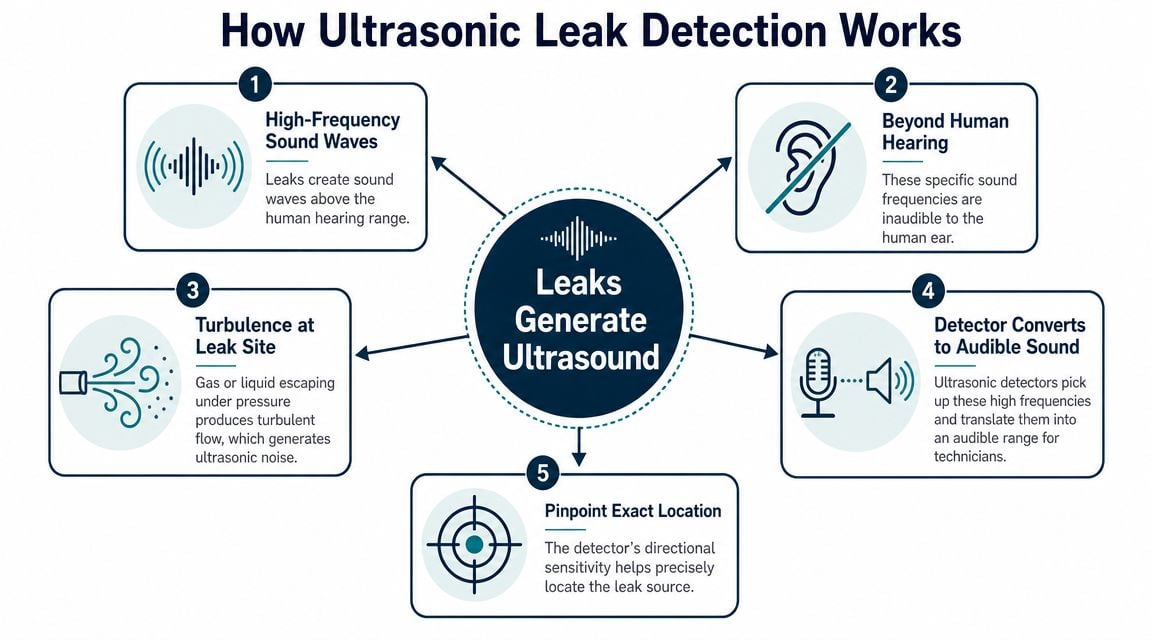
Ultrasonic leak detection solves that problem because escaping gas produces high-frequency turbulence above human hearing, typically in the 20 to 100 kHz band, and the method has been used to identify very small leaks, including a water-tank leak of about 350 µm in earlier work described in a technical review from Brüel & Kjær Vibro (technical review of ultrasonic leak detection). That's why the method is so effective for pressurized gas, compressed-air, and vacuum systems.
Why reliability teams care
A leak isn't just a utility issue. It changes how the entire system operates.
- Compressed air systems run longer to maintain pressure.
- Vacuum systems become unstable and hard to troubleshoot.
- Steam systems can mask failed components until downstream performance drifts.
- Maintenance planning gets distorted because crews chase symptoms instead of the source.
A maintenance manager in an automotive assembly plant sees this often around quick-disconnect fittings and flexible hoses. Production still runs, but compressors cycle harder than expected and operators complain that pneumatic tools feel inconsistent late in the shift. The leak is small enough to ignore by ear and large enough to matter operationally.
Practical rule: If a plant can hear a hiss, there are usually more leaks it can't hear.
Teams that want a broader view of where ultrasound fits across reliability work can compare leak surveys with other ultrasonic testing maintenance applications. That's usually the point where leak hunting stops being a side task and starts becoming part of asset strategy.
How Ultrasound Detects Leaks You Cannot Hear
A leak detector isn't “hearing gas.” It's detecting the sound created when gas escapes through a restriction and turns orderly flow into turbulence. That distinction matters because it explains both the strength of the method and its limitations.
In simple terms, ultrasound works a bit like a dog whistle comparison. The sound exists, but people can't hear it directly. The instrument can.
Airborne and structure-borne signals
Two signal paths matter on the plant floor.
Airborne ultrasound travels through the air from the leak source. This is the classic compressed-air survey on headers, drops, fittings, hoses, and valves. A technician sweeps the area and follows the strongest signal to the source.
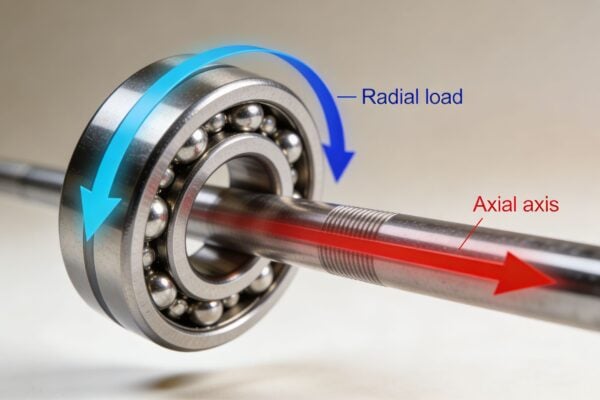
Structure-borne ultrasound travels through metal or process equipment. That approach is useful when the target isn't an external air leak but internal activity such as flow through a valve body, a steam trap cycling event, or friction changes at a bearing.
A new maintenance manager should treat those as related but separate jobs. The same instrument category may support both, but the inspection method and interpretation aren't the same.
What the detector actually does
Pressurized gas escaping through a small opening creates turbulent flow with strong high-frequency components. Handheld detectors use heterodyning, which means they convert the inaudible ultrasonic signal into an audible sound so the technician can listen through headphones and track signal intensity. One practical example describes a built-in receiver centered around 40.5 kHz for this purpose (overview of heterodyning in ultrasonic leak detection).
That translated sound is what helps a technician home in on the leak. The closer the sensor gets to the source and the better the alignment, the more distinct the signal becomes.
The instrument doesn't confirm gas chemistry. It confirms turbulent leak energy.
That's why ultrasonic leak detection works well in noisy facilities where a simple hiss check fails. It also explains why the method won't catch every possible leak. If a leak is so low-flow that it doesn't generate enough turbulence, the detector may not respond clearly.
For teams building formal surveys, ultrasonic testing services usually become most valuable when technicians understand this basic rule first: they're not looking for a substance, they're tracing a physical behavior.
Mastering Ultrasonic Inspection Tools and Techniques
Good results come less from owning an instrument and more from using a repeatable method. Plants often buy a detector, hand it to a technician, and assume leak finding is intuitive. That usually produces a few obvious repairs and a long tail of missed defects.
A better approach is route-based inspection with standard technique.

Choosing the right field workflow
Basic handheld tools are well suited for routine surveys, confirmation checks, and pinpointing individual leak points. More advanced acoustic imaging systems can speed up large-area screening because they help a technician see likely sound sources across a wider field before moving in closer.
That matters in a large compressor room or a high-bay manufacturing area where walking every line inch by inch isn't practical. One published comparison notes that traditional compressed-air detectors often focus on narrow bands such as 30, 35, or 40 kHz, while acoustic sound imaging systems can cover roughly 2 kHz to 52 kHz, and new users identified 2 leaks in 5 minutes in a cited workflow example.
What a disciplined survey looks like
The strongest field programs follow a sequence, not guesswork.
- Confirm operating state. The system has to be under normal pressure or vacuum conditions. Surveys done during shutdown or reduced load often miss the exact defects that matter during production.
- Define the route. Group assets logically by compressor room, distribution header, production cell, steam system, or vacuum circuit.
- Start broad. Scan from a distance to identify suspect zones before trying to pinpoint exact fittings.
- Move in carefully. Narrow the scan pattern and use shielding or positioning to separate adjacent sources.
- Record location and severity. A leak found but not documented is usually a leak found again later.
Technique makes or breaks reliability
One of the most useful field findings on technique comes from a University of Waikato study, which reported that the ideal angle for maximum ultrasound capture was 30° to the leak's axis (study on ultrasonic capture angle and survey technique). That sounds like a small detail. It isn't.
If a technician scans from arbitrary positions, readings become less repeatable. One route may show a strong signal, while the next route underreports the same defect because the approach angle changed.
Field habits that improve repeatability
- Use a consistent stand-off distance: Distance changes signal intensity. If the route doesn't control distance, the dB history won't trend cleanly.
- Approach from more than one side: Nearby leaks, vents, and reflections can trick the operator on the first pass.
- Tag the exact point: A manifold bank can contain several similar fittings. Marking the precise connection prevents repair delays.
- Separate screening from confirmation: The first pass finds suspects. The second pass confirms the source and logs the condition.
A plant air system is a good example. On an air compressor survey, technicians often find the loudest sound near a regulator assembly, then discover the actual leak is a fitting downstream on a hose whip. That's one reason many teams build dedicated ultrasonic testing for air compressors into routine utility inspections instead of relying on informal walk-throughs.
From Decibels to Diagnosis Interpreting Ultrasound Signals
A reading by itself doesn't diagnose a fault. A number without context is just a louder or quieter sound. Reliable diagnosis comes from combining signal level, sound character, asset type, and inspection conditions.
That's the difference between leak detection and decision-making.
The first question is whether it is actually a leak
In compressed air service, a clean external leak often produces a smooth rushing signal that peaks sharply as the sensor crosses the source. In contrast, internal valve turbulence, nearby blow-off nozzles, and process vents can create broad signals that sound active but don't point to a repairable leak point.
For steam systems, a healthy trap and a failed-open trap won't present the same pattern. Bearings create still another acoustic signature. That's why the same detector can support several reliability tasks, but only if the route defines what “normal” sounds like for each asset class.
A leak survey becomes diagnostic when the team compares each reading to a known baseline for that asset and operating state.
The second question is how severe it is
Many programs stall. They collect dB values but never establish action bands. Since asset type, distance, sensor setup, and background conditions vary, it's better to build site-specific baselines than to chase universal alarm values.
The most useful reference table is usually the one a plant creates from its own inspections. A practical starting point looks like this:
| Application | Typical Failure Mode | Typical Background dB No-Fault | Indicative Alarm dB Fault |
|---|---|---|---|
| Compressed air drop | Fitting or hose leak | Establish local baseline under stable load | Investigate readings materially above baseline at repeatable distance |
| Steam trap | Failed open or failed closed behavior | Establish route baseline by trap type and load condition | Alarm when sound pattern and dB depart clearly from known healthy behavior |
| Control valve | Internal seat passing | Compare against similar valves in same service | Escalate when turbulence signature is sustained and repeatable |
| Bearing lubrication route | Friction increase or over-lubrication risk | Record normal dB trend for each bearing location | Act on rising trend rather than a one-time number |
| Vacuum system | Inward leak at joint or seal | Record baseline under normal vacuum level | Investigate localized increases tied to process instability |
That approach is more defensible than copying a generic threshold from a brochure. It also fits better inside a CMMS because planners can tie actions to route history instead of one-off judgments.
Sound quality still matters
The headphones tell part of the story that the meter won't. A narrow, clean peak near a threaded fitting often points to a straightforward leak repair. A rough or unstable sound inside a valve body may indicate internal turbulence rather than an external leak. A bearing route may reveal friction behavior that has more to do with lubrication state than mechanical damage.
For teams already using ultrasound beyond leak work, ultrasonic bearing monitoring and acoustic lubrication practices often help technicians learn how to connect signal character with maintenance action instead of treating every high reading the same way.
Practical Applications for Ultrasonic Leak Detection
The best use cases are the ones where the failure is hard to see, expensive to ignore, and repairable without teardown. Ultrasound is strongest when it shortens the path from hidden symptom to precise location.
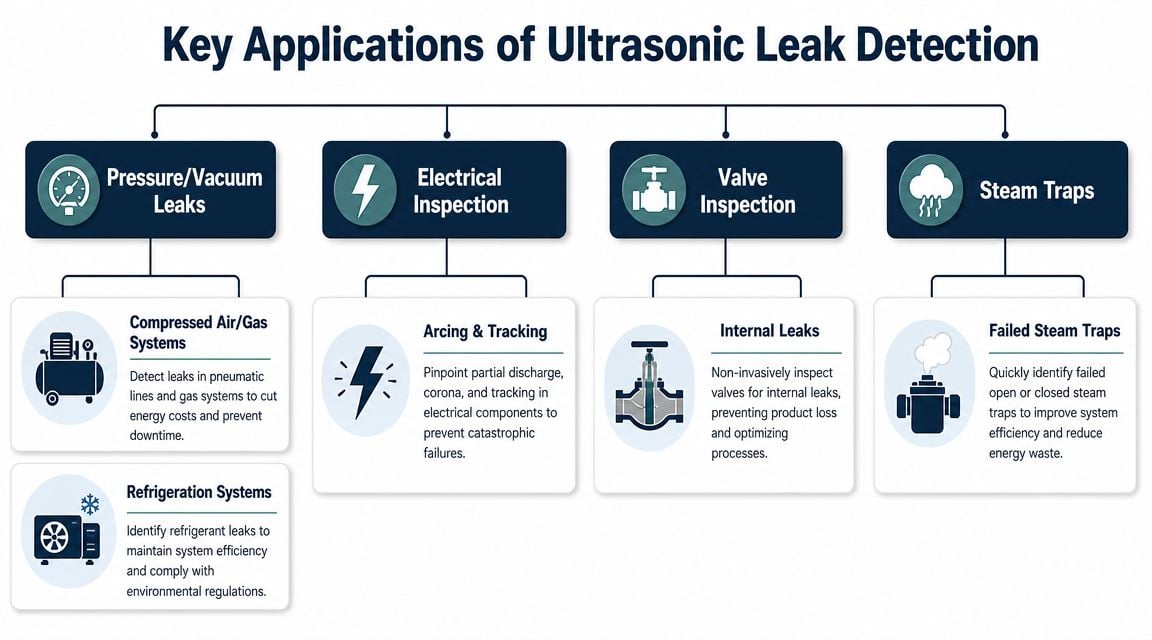
Compressed air systems
An automotive assembly plant is a common example. Air tools, actuators, air knives, quick-disconnects, and flexible hoses create hundreds of possible leak points. Audible inspection rarely works well because the production floor is already loud.
The practical win comes from narrowing the search. A technician can scan a manifold bank, identify the strongest airborne signal, and isolate the exact fitting or hose connection that needs repair. That's far better than replacing parts by guesswork or waiting until compressor loading becomes impossible to ignore.
Steam traps and steam distribution
In a chemical processing facility, a failed-open steam trap often doesn't show up first as a visible steam cloud. It shows up as lost efficiency, hot condensate return issues, or unstable heating performance. Ultrasound helps distinguish a trap that is cycling normally from one that is continuously passing steam.
Route history matters. A trap that has changed its acoustic pattern from one month to the next deserves attention even if operations hasn't reported a complaint yet.
Vacuum systems and inward leaks
Vacuum leaks frustrate teams because the defect often pulls air inward without any visible discharge. The process symptom may be poor package integrity, unstable hold time, or difficulty reaching target vacuum. Ultrasound is useful because the pressure differential still creates a detectable condition at the leak point.
A food packaging line is a practical example. If a chamber or line section won't maintain expected vacuum performance, scanning seals, joints, and access points can narrow the issue quickly without disassembling large portions of the system.
Valves and internal leakage
Valve seat passing is easy to misclassify. Operators may describe noise, unstable control, or poor downstream response. Ultrasound can help determine whether turbulence inside the valve suggests internal leakage or abnormal flow behavior.
This is especially useful on critical process valves where opening the valve for inspection is disruptive. The detector won't replace process knowledge, but it can tell the team which valve deserves planned intervention first.
Electrical inspection
Ultrasound isn't only for pressure and vacuum systems. It also has a role in detecting electrical arcing and related partial discharge behavior. A handheld airborne device centered around 40.5 kHz can be used for that type of field detection, while engineered ultrasonic solutions can also be built into tightly controlled liquid applications using 2 MHz transducers to detect individual water drops in tubing (examples of airborne and engineered ultrasonic sensing architectures).
Electrical ultrasound work deserves the same discipline as leak work. The tool can reveal a problem early, but only trained interpretation keeps a warning from becoming a false sense of confidence.
For reliability leaders, the lesson is simple. Don't pigeonhole ultrasonic leak detection as only a utility survey method. In the right program, it supports compressed air, steam, vacuum, valve condition checks, and electrical risk reduction.
Building a PdM Program with Ultrasonic Data
The biggest mistake with ultrasound is treating it like a seasonal cleanup exercise. Teams walk the plant, find a handful of leaks, close a few work orders, and put the instrument back in the cabinet. That creates activity, not a predictive maintenance program.
The stronger model is route-based data collection tied to assets, failure modes, and work management.
What belongs in the CMMS
Every inspection point should have a defined asset or component location. “Leak near line 4” isn't enough. “Compressed air drop, assembly cell 4, regulator station outlet fitting” is something a planner can schedule and a technician can find.
A useful ultrasonic record usually includes:
- Asset location: Enough detail to return to the exact point.
- Inspection condition: Running state, pressure condition, or route note.
- Signal reading: The dB value recorded at a consistent setup.
- Observed sound type: Leak, turbulence, trap cycling, electrical discharge, or friction-related note.
- Priority code: Monitor, plan repair, or immediate escalation.
Why trend data changes decisions
A maintenance leader doesn't need a perfect number on day one. The team needs a baseline and a habit of collecting comparable readings. Over time, that turns isolated findings into a trend.
Vendor-neutral guidance on ultrasound in reliability programs makes the same point. The technology delivers the most value when it's integrated into route-based or continuous monitoring with severity ranking and reportable dB baselines for assets such as steam traps, bearings, and electrical systems, rather than used only as an ad hoc leak tool (guidance on integrating ultrasound into a broader condition monitoring program).
A practical rollout sequence
- Start with systems that are both critical and easy to repair, such as compressed air distribution.
- Build standard inspection points and naming rules in the CMMS.
- Require technicians to collect readings at consistent position and operating state.
- Review repeat defects by asset class, not one work order at a time.
- Expand to steam traps, vacuum systems, valves, and electrical routes once the data discipline is stable.
That's how a plant moves from “find-and-fix” to condition-based planning. It also gives reliability engineers a way to defend repair priorities with evidence instead of urgency alone.
Teams that want that shift usually need more than a tool purchase. They need route design, alarm logic, data governance, and planner integration, which is why many plants pair ultrasound with broader predictive maintenance support.
Ultrasonic Limitations and Your Pre-Inspection Checklist
Ultrasound is powerful, but it isn't magic. It detects turbulence, not the gas itself. If a leak doesn't create enough turbulent ultrasonic energy, detection becomes unreliable. The method also gets harder when competing ultrasonic sources are nearby, when access is blocked, or when the survey is performed at inconsistent angles and distances.
It's also the wrong first choice for some problems. Simple gravity-fed liquid drips, hidden subsurface leaks, and conditions without a useful pressure differential often need another test method.
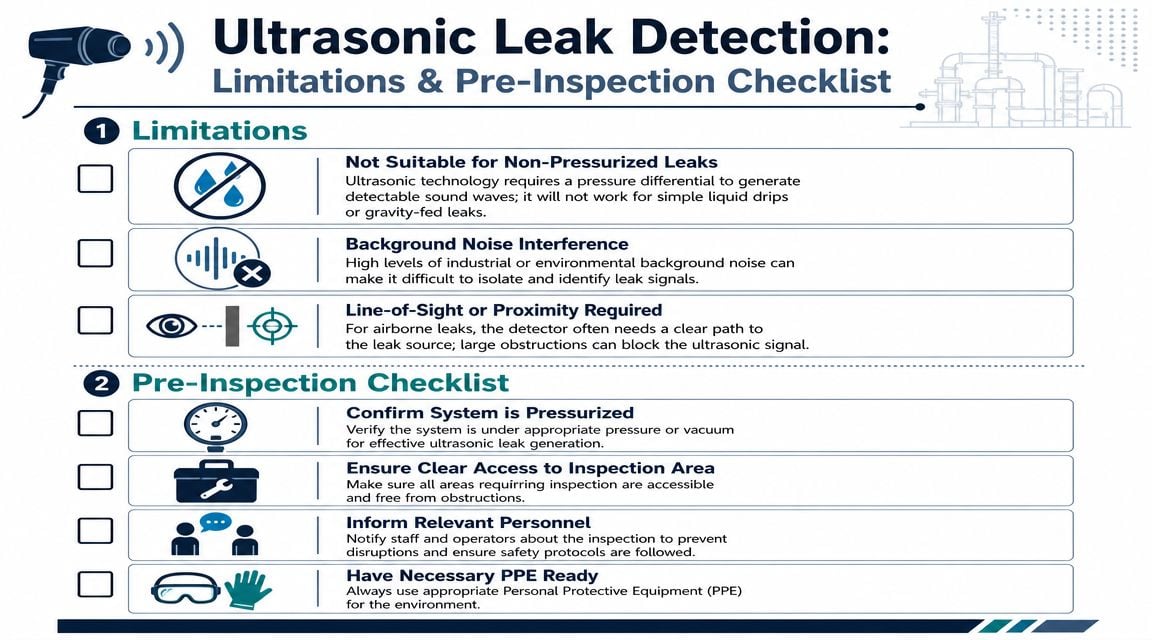
Pre-inspection checklist
- Confirm the system state: Verify the line is under normal pressure or vacuum and not in an unusual transient condition.
- Check the instrument: Make sure battery charge, headphones, and sensor response are all working before entering the area.
- Review access and safety: Confirm permits, PPE, and operator awareness for the route.
- Define the objective: Know whether the task is leak screening, steam trap assessment, valve diagnosis, or electrical inspection.
- Standardize the method: Use the planned route, repeatable angle, and a consistent stand-off approach.
- Plan documentation: Decide in advance how findings will be tagged, prioritized, and entered into the CMMS.
Reliable ultrasound work starts before the first scan. Most bad data comes from poor setup, not bad instruments.
Plants that want to turn leak finding into a real reliability program can start with a no-cost assessment from Forge Reliability. Their team helps maintenance and operations leaders identify the best ultrasonic use cases, define route-based inspections, connect findings to CMMS workflows, and build a practical predictive maintenance plan around the assets that matter most.