
A 6202 bearing is defined by three critical dimensions: 15 mm bore, 35 mm outer diameter, and 11 mm width. Those numbers are the starting point, but in real plants the reliability decision rarely stops at size, because seal type, internal clearance, fit, installation method, and monitoring practice usually determine whether that bearing runs smoothly or fails early.
That's the situation many maintenance teams are facing right now. A small motor on a conveyor, fan, pump, or agitator trips unexpectedly. The failed part looks ordinary, the storeroom has several near-matches on the shelf, and the pressure is on to get production moving again. For a bearing size 6202, the difference between a clean restart and another repeat failure often comes down to details that basic catalog pages skip.
The 6202 is one of the most widely used precision deep groove ball bearings in industry, and that ubiquity creates a trap. Because it's common, teams can treat it like a commodity. In practice, it sits in assets that matter. Small electric motors, washing systems, pumps, fans, agricultural equipment, and automation components all depend on it. When the bearing choice is wrong for the environment, downtime follows.
Table of Contents
- The Critical Role of the 6202 Bearing in Your Facility
- Quick Reference 6202 Bearing Core Specifications
- Decoding Suffixes and Variants for Optimal Selection
- Achieving Correct Shaft and Housing Fit Tolerances
- Best Practices for Bearing Installation and Removal
- Failure Analysis and Predictive Diagnostic Signatures
- Interchangeability Equivalents and Retrofit Guidance
- Your Action Plan for 6202 Bearing Reliability
The Critical Role of the 6202 Bearing in Your Facility
A line rarely stops because someone forgot that a 6202 existed. It stops because a small motor starts drawing heat, a conveyor develops a repeatable vibration, or a washdown fan loses lubricant and locks up during production. In each case, the bearing is often treated as a simple replacement part when it should have been treated as a reliability decision much earlier.
The 6202 is common because it fits a wide range of compact machines and can carry radial load with moderate axial load in either direction. That makes it a routine choice in small motors, pumps, fans, and light automation. Common does not mean low-consequence. A single failed 6202 can shut down fluid transfer, stop product movement, or damage a shaft and housing enough to turn a short repair into a rebuild.
Reliability teams get better results when they tie the bearing directly to equipment duty and failure consequence. Teams working on optimizing industrial asset practices usually find that repeat components create repeat downtime when selection standards are loose and contamination risks are underestimated.
Practical rule: A common bearing needs tighter control because it appears in more failure paths across the plant.
For a 6202, two selection details drive a large share of field life. Seal type and internal clearance. Those choices are often treated as suffix details, but in service they decide whether the bearing keeps grease in, keeps water and fines out, and maintains the right running condition after fit, heat, and speed change the internal geometry.
I have seen 6202 bearings survive for years in dirty service with the right sealed variant and disciplined installation. I have also seen the same basic bearing fail early because an open or lightly shielded version was installed near washdown, or because excess preload from the wrong clearance raised temperature and degraded grease. The bearing size stayed the same. The reliability outcome did not.
A broader view of bearing systems in industrial equipment helps frame that decision correctly. The 6202 is a small component, but its seal arrangement, clearance choice, and fit condition often determine whether the asset runs to schedule or fails between planned outages.
Quick Reference 6202 Bearing Core Specifications
What the core dimensions mean in service
A 6202 often looks interchangeable on paper until a pump motor comes back hot, noisy, or grease-starved after a short run. In practice, the base dimensions only answer the first question. They confirm physical fit. Reliability decisions start when those dimensions are matched to load, speed, seal arrangement, contamination exposure, and internal clearance.
The bearing size 6202 is standardized to 15 mm bore, 35 mm outside diameter, and 11 mm width, with imperial equivalents of 0.5906 in, 1.3780 in, and 0.4331 in, according to this 6202 dimensional and load specification reference. For maintenance and reliability teams, that envelope sets the shaft size, housing bore, shoulder support, and available sealing space. It also limits how much misalignment, preload, and heat growth the assembly can tolerate before life drops.
That same reference lists very tight tolerances for the bore and outside diameter. Small fit errors matter on a bearing this size. A shaft slightly oversized or a housing bore worn from previous creep can close internal clearance, raise operating temperature, and push grease out of the load zone. The catalog dimensions may still look correct while field life collapses.
The published load ratings are useful, but only if they are read as screening values, not guarantees. The same source lists a dynamic load rating of 1180 lbs (5250 N) for open types and a static load rating of 675 lbs (3000 N). Catalog numbers help determine whether the bearing family is suitable for the duty, but they do not account for contamination, poor fit, shaft deflection, or the drag introduced by contact seals.
6202 Bearing Key Specifications
| Attribute | Value (Metric) | Value (Imperial) | Reliability Note |
|---|---|---|---|
| Bore diameter | 15 mm | 0.5906 in | Must match shaft exactly to avoid creep or installation damage |
| Outside diameter | 35 mm | 1.3780 in | Governs housing fit and heat transfer path |
| Width | 11 mm | 0.4331 in | Affects axial space and shoulder support |
| Bore tolerance | Very tight | Qualitatively very tight | Small variation can still affect fit behavior |
| Outside diameter tolerance | Very tight | Qualitatively very tight | Housing geometry must be clean and controlled |
| Dynamic load rating, open type | 5250 N | 1180 lbs | Used for rotating load suitability checks |
| Static load rating, open type | 3000 N | 675 lbs | Important for standstill load and shock events |
| Limiting speed with grease | 13,000 RPM | 13,000 RPM | Screens the bearing for high-speed service |
| Maximum fillet radius | 0.6 mm | 0.025 in | Shaft and housing shoulders must not interfere |
| Ball complement | 8 balls of 7/32 in size | 8 balls of 7/32 in size | Useful for teardown interpretation |
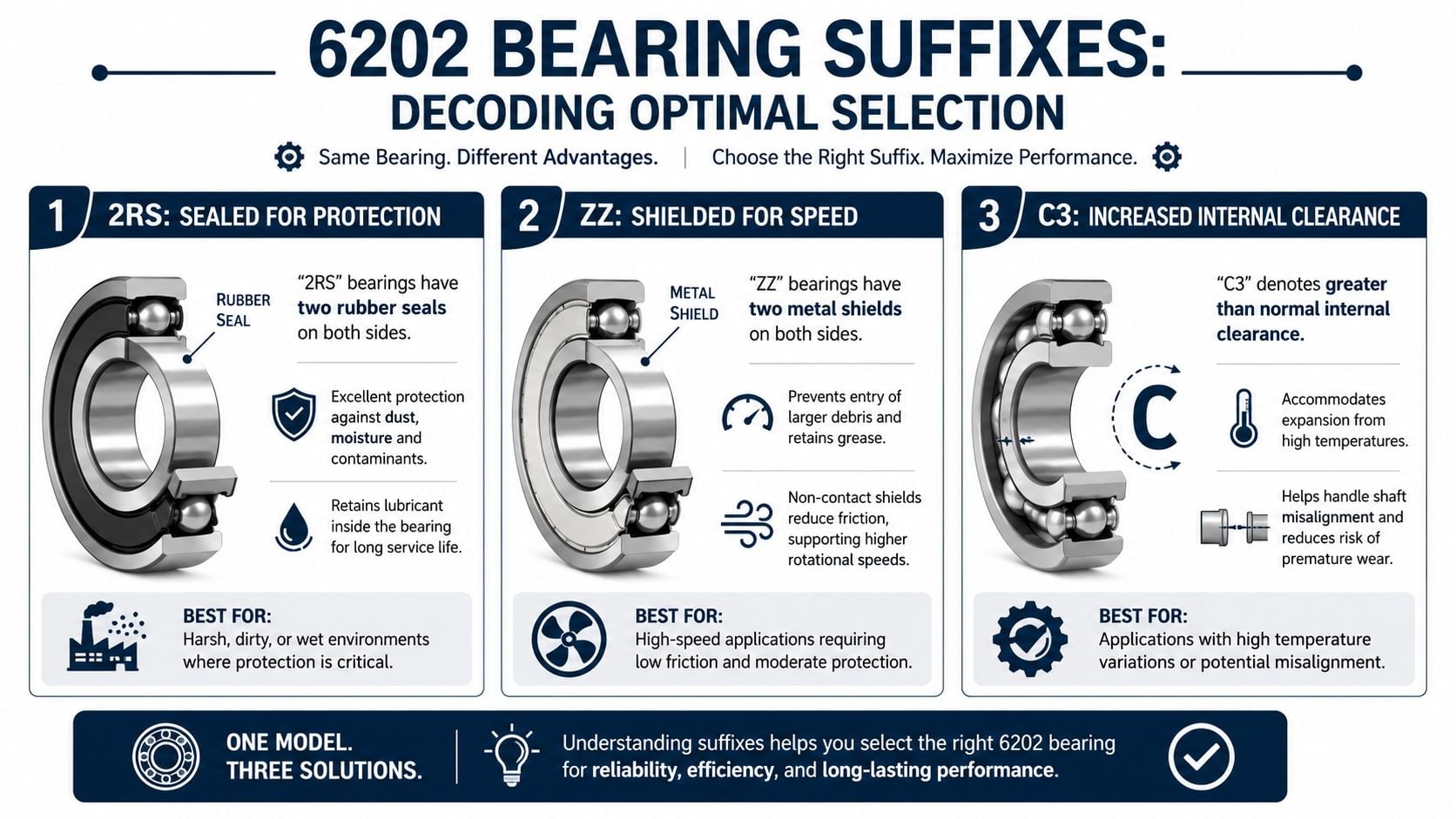
Two specification lines deserve more attention than they usually get. Seal type and internal clearance often decide whether a 6202 reaches the planned maintenance interval. A 2RS version usually gives better contamination control and grease retention in wet or dusty service, but it also adds seal drag and heat at speed. An open or shielded version usually runs cooler and freer, but it depends much more on the machine's external sealing and lubrication control.
Internal clearance works the same way. Standard clearance may run well in a lightly loaded, moderate-temperature motor with controlled fits. C3 clearance is often the safer choice when interference fits, higher speed, or temperature rise will reduce running clearance after installation. Get that choice wrong and the bearing can fail with classic signs of preload, increased temperature, grease discoloration, and early raceway distress even though the part number family is correct.
In a small motor or pump, the dimensions get the 6202 into the asset. Seal type and clearance determine whether it survives the actual operating environment.
Teams setting plant standards should use catalog dimensions as the starting point, then convert them into application rules for fit, sealing, speed, and contamination control. This bearing selection and installation guidance for maximum life is a useful reference for turning those values into repeatable decisions for stores, rebuild shops, and field maintenance.
Decoding Suffixes and Variants for Optimal Selection
A 6202 usually enters the storeroom as one line item. In service, the suffix is what decides whether it survives washdown, dust, speed, and heat. I see this mistake often in plants that standardize on the base number and treat the letters after it as minor purchasing detail.
For reliability work, those letters are operating instructions. They tell you how the bearing manages contamination, grease retention, running drag, and installed internal clearance.
Seal selection changes the failure mode
The common 6202 variants are open, Z or ZZ for shielded designs, and 2RS for contact-sealed designs. Each has a place. The wrong one usually fails in a predictable way.
A bottling conveyor motor is a good example. The bearing is small, but the environment is not forgiving. Moisture, cleaning chemicals, sugar dust, and frequent temperature swings attack the grease first and the raceways after that. In that service, a shielded 6202 may run acceptably for a while, then develop noise and roughness as fine contamination works past the shields. A 2RS version usually gives better control of that exposure, at the cost of more drag and slightly higher operating temperature.
That trade-off matters in both directions. In a high-speed blower motor or another application where heat rise and power loss matter, an open or shielded bearing can be the better choice if the machine already has effective external sealing and controlled relubrication. In a dirty conveyor, fan, or pump area, lower drag is rarely worth the contamination risk.
Use the suffix to match the exposure:
- Open bearing: Best where the machine provides its own sealing and lubrication control, and the surrounding area stays clean.
- Z or ZZ shielded bearing: Better grease retention than open designs, with limited protection against fine moisture or dust.
- 2RS sealed bearing: Usually the safer selection for washdown zones, dusty handling systems, damp utility spaces, and equipment that cannot tolerate frequent relubrication.
A shield blocks larger debris. A seal does a better job of keeping the environment out.
Seal choice also interacts with system condition. If the shaft is misaligned, housing bores are worn, or vibration is high, even the right seal type will struggle to protect the grease. That is why seal selection should sit alongside broader bearing system alignment and support condition checks instead of being treated as a catalog-only decision.
Internal clearance decides how much margin you have after installation
Clearance suffixes are easy to overlook because the bearing feels fine in your hand before installation. It can become too tight after mounting and warm-up.
Standard clearance is typically C0, also called normal clearance. C3 provides greater-than-normal internal clearance. C4 increases that further. The practical question is not which suffix is more advanced. The question is how much clearance the application will consume through shaft fit, housing fit, and thermal growth.
In a small electric motor, a 6202 with a tight inner-ring fit on the shaft may lose a meaningful amount of radial clearance during installation. Add operating temperature, and the remaining running clearance can fall below what the bearing needs for stable operation. The failure pattern is familiar: rising temperature, grease discoloration, noise, then early raceway distress. Maintenance teams often replace the bearing with the same part number and get the same result because the suffix was wrong for the duty.
A practical rule set looks like this:
- C0 or normal clearance: Fits stable-temperature service with conservative fits and modest speed.
- C3 clearance: Often the safer choice for motor duty, higher speed, hotter running equipment, or heavier interference fits.
- C4 clearance: Use only when fit effects and thermal expansion clearly justify it. Too much clearance can create its own vibration and load-distribution problems.
The trade-off is real. Too little operating clearance raises friction and heat. Too much clearance can reduce stiffness, increase noise, and concentrate load poorly across the rolling elements.
For that reason, the full 6202 specification is never just 15 x 35 x 11 mm. Reliable selection means defining the suffix around the actual contamination level, speed, fit strategy, and thermal behavior of the asset.
Achieving Correct Shaft and Housing Fit Tolerances
What a good fit is supposed to do
A 6202 bearing can have the right seal, the right clearance, and the right load capacity and still fail because the shaft and housing fit are wrong. Fit determines how the rings seat, how load transfers into the raceways, and whether the bearing keeps its intended internal geometry once installed.
In a high-speed electric motor, a fit that's too tight on the shaft can reduce internal clearance more than expected. The result is rising friction and heat. In a CNC spindle support or another precision application, that can show up as rough running, noise, and unstable temperature long before obvious surface damage appears.
A fit that's too loose creates a different problem. The inner ring can creep on the shaft, or the outer ring can move in the housing under load. That movement causes fretting corrosion, smearing, polished seating surfaces, and eventual loss of dimensional control. Once the seating surfaces wear, replacing only the bearing usually doesn't solve the root cause.
The goal of fit isn't “tight.” The goal is stable ring support without destroying the installed internal clearance.
A practical fit selection checklist
Because actual fit selection depends on load direction, rotating ring, temperature, material stack-up, and housing design, the most useful plant-level approach is to work from function rather than memory.
Identify which ring sees rotating load.
The ring under rotating load usually needs the tighter fit so it won't creep.Check thermal behavior of the assembly.
A motor shaft that runs hotter than the housing tends to tighten the inner ring fit during operation.Match fit choice to clearance choice.
If the application uses C3 to absorb fit and heat effects, the shaft and housing tolerances still need to support that logic.Inspect shaft and housing condition before assembly.
Burrs, wear marks, polishing, and corrosion can invalidate an otherwise correct nominal fit.Confirm shoulder geometry and support.
The ring must seat squarely against clean, perpendicular shoulders without corner interference.
A common maintenance mistake is to focus only on nominal diameter and ignore surface condition. A bearing installed on a shaft with fretting damage may feel acceptable during assembly but still move under load. Another mistake is forcing a replacement into a worn housing with retaining compound and assuming the issue is closed. Sometimes that is a controlled temporary measure, but it shouldn't replace dimensional correction on critical assets.
For teams dealing with repeat motor or fan bearing problems, precision shaft alignment and bearing system practices provide a useful framework because fit and alignment problems often travel together. If the machine frame, base, shaft condition, and housing geometry aren't stable, the 6202 bearing carries the consequence.
Best Practices for Bearing Installation and Removal
A 6202 bearing often loses life before the machine ever starts. Installation damage is common because the part is small, familiar, and easy to mishandle. A technician can bruise the raceway, skew the ring during pressing, contaminate the grease cavity, or transfer force through the rolling elements without seeing any immediate evidence.
The correct mounting method depends on which ring is being fitted. If the bearing is being mounted onto a shaft with an interference on the inner ring, force should be applied only to the inner ring. If it's being inserted into a tight housing, force belongs on the outer ring. Pressing across the balls transfers load through the contact points and can create early indentation.

Mounting methods that protect bearing life
For a ventilation fan motor in a commercial HVAC unit, the practical sequence should be disciplined and simple.
- Clean all contact surfaces first. Dirt on the shaft seat or in the housing bore creates misalignment and false fit readings.
- Use controlled mounting force. An arbor press with the correct sleeve works for many 6202 installations.
- Use induction heating when appropriate. Heating the bearing for shaft mounting reduces required force and lowers the risk of brinelling from mechanical pressing.
- Keep the bearing sealed until installation. Opening packaging too early invites contamination into the lubricant.
Hammering the bearing into place with a drift is still common in emergency repair work, and it's still one of the fastest ways to shorten bearing life. The machine may restart, but the raceway damage often appears later as noise, increased vibration, or a shortened run interval.
Field advice: If the installed force path crosses the balls, the damage may already be done.
Removal without creating the next failure
Removal deserves the same level of care. A maintenance team that damages the shaft or housing during extraction often creates the next failure before the new bearing arrives.
Safe removal usually follows these principles:
- Pull from the correct ring whenever possible. The ring with the tight fit is the ring that should usually be acted on.
- Use a proper puller or extraction tool. Side loading with pry bars distorts components and scars seating surfaces.
- Document what the bearing looked like before cleaning. Grease color, seal condition, and wear marks often help root cause work later.
- Inspect the adjacent parts immediately. Shaft wear, housing looseness, and shoulder damage matter as much as the bearing itself.
A disciplined installation and removal procedure is one of the most cost-effective controls in any precision maintenance program. Teams standardizing that work can use equipment maintenance practices for bearing systems to build repeatable work instructions, especially for small motors, fans, conveyors, and packaged equipment where bearing work is frequent.
Failure Analysis and Predictive Diagnostic Signatures
A 6202 bearing rarely fails without leaving a trail first. In a plant, that trail usually shows up as a small temperature shift, a change in vibration character, dirty or hardened grease, or a repeat failure on the same motor position. The job is to read those signals early enough to correct the cause, not just replace the bearing and restart the asset.
What common damage patterns are saying
With 6202 bearings, the failure mode often reflects a selection or application mismatch as much as a maintenance problem. That matters in industrial service, where the wrong seal type or internal clearance can push a small bearing into an early failure cycle.
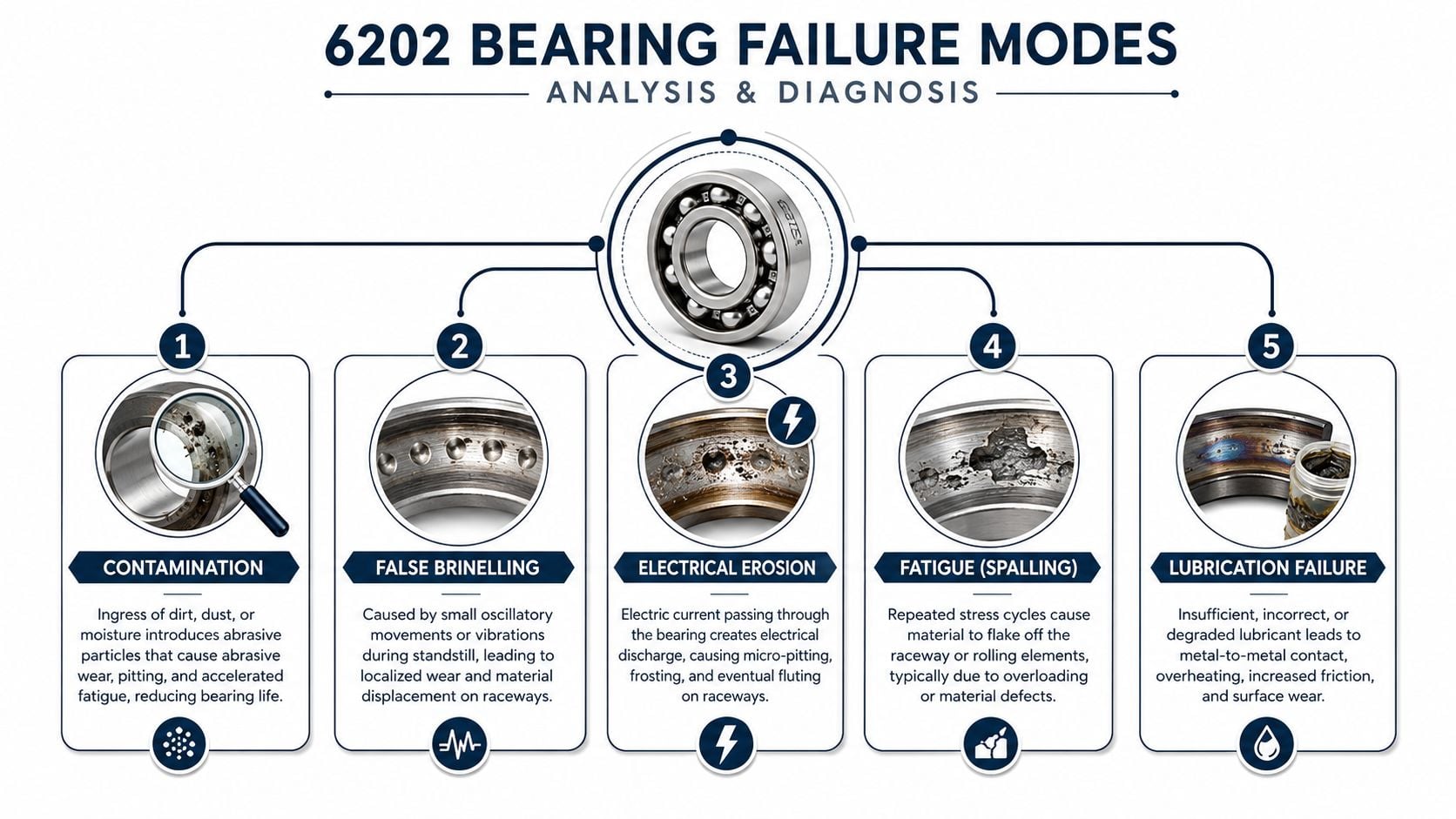
Contamination is one of the most common patterns. Fine dust, washdown moisture, product fines, or degraded grease turn the rolling contact into an abrasive system. On teardown, raceways look dull instead of polished, the grease loses its clean base color, and wear debris often packs near the seal lips. In these cases, an open or shielded bearing installed in a dirty area usually tells the story. A sealed version may have been the better reliability choice, even if it carried a speed or temperature trade-off.
False brinelling leaves evenly spaced marks where vibration causes minute movement at the rolling contacts during standstill. Standby fans, spare motors in storage, and lightly loaded equipment on vibrating structures are common examples. The bearing may look acceptable from a distance, then show regular fretting marks once cleaned.
Electrical erosion has a distinct signature. Frosting, washboard fluting, and fine gray-black debris point to current passing through the bearing. In inverter-duty motor service, replacing the bearing alone will not stop recurrence if the current path remains.
Fatigue spalling is the end result many teams see, but it is rarely the starting point. A 6202 that spalls early often got there through contamination, overload, loose fits, or clearance that did not match the operating temperature and interference fit. C3 clearance can protect against preload in hot, tight-fit service. The same clearance in a lightly loaded, lower-temperature application can increase vibration and noise. That trade-off gets missed often.
Lubrication failure is broader than low grease volume. Wrong grease grade, incompatible relubrication, seal drag at higher speed, overfilling, and heat-driven oxidation can all change the contact conditions fast. Teams working on grease-related vibration problems often benefit from understanding bearing grease importance.
How to catch the problem before seizure
Good prediction starts with trend quality, not a single alarming reading. For a 6202 in a small motor, fan, or gearbox, I look for change from that asset's normal state first. Rising vibration, a noticeable temperature increase from established baseline, and grease condition changes are stronger indicators together than any one symptom on its own.
Use a practical sequence:
Trend vibration and listen to the pattern.
Overall vibration is a screening tool. Spectral changes, discrete defect frequencies, or a rapid increase after lubrication work give better diagnostic value. If misalignment is present, even a small angular error can shorten life quickly in a 6202 because there is little margin for poor geometry.Compare temperature to historical baseline.
Absolute temperature matters less than deviation from the machine's normal operating condition. A bearing that runs hotter than its established pattern deserves inspection, especially after a grease change, seal change, or fit correction.Inspect grease and seal condition together.
Grease texture, purge path, contamination, and seal integrity should be reviewed as one system. If grease is dark, dry, or contaminated at short intervals, ask whether the seal arrangement matches the environment and whether the bearing speed is too high for that seal drag and grease fill.Review the original selection.
Repeat failures often trace back to enclosure type, internal clearance, shaft fit, or housing condition. A standard 6202 may fit dimensionally and still be wrong for the duty.Preserve evidence from the failed bearing.
Keep wear marks, grease condition, and seal condition as-found whenever possible. Those details are what separate a one-time replacement from a real root cause correction.
A bearing that seizes usually gave warnings first.
Teams that want a more disciplined method for reading those clues can use failure analysis for bearing, gear, and seal damage to standardize teardown observations and tie visible damage back to contamination control, lubrication practice, fits, and operating conditions.
Interchangeability Equivalents and Retrofit Guidance
Interchangeability starts with geometry, but reliability depends on the full bearing designation.
A 6202 from one manufacturer will match the basic ISO boundary dimensions of another 6202 if the part is 15 x 35 x 11 mm. That only answers whether it fits on the shaft and in the housing. It does not answer whether it will survive the duty. In plant failures, the wrong substitution is often dimensionally correct and functionally wrong.
For a 6202, the substitution decision should be checked at five levels:
| Cross-reference point | What must match | What commonly drives repeat failure |
|---|---|---|
| Base designation | 6202 | Teams stop at the base number and miss the full suffix |
| Boundary dimensions | 15 x 35 x 11 mm | Near sizes get treated as close enough |
| Enclosure | Open, shielded, or sealed | Contamination level is ignored during outage pressure |
| Internal clearance | Normal, C3, or other | Heat growth and fit effects are missed |
| Application duty | Speed, load, temperature, washdown, dust | A shelf substitute is installed without checking service conditions |
Seal type deserves more attention than it usually gets in storeroom substitutions. In a dusty conveyor motor, replacing a 6202-2RS with a shielded 6202ZZ may restore operation today and shorten life immediately. In a high-speed electric motor, going the other direction can add seal drag and heat that the original design did not carry. Both parts are interchangeable by size. They are not equivalent from a reliability standpoint.
Internal clearance creates the same problem. A normal-clearance 6202 may fit perfectly on paper, yet run hot after installation if the shaft fit is tight and operating temperature is high. A C3 version may be the correct replacement in that machine, especially in motor duty where interference and thermal growth reduce operating clearance. Frequently, many repeat failures originate under these conditions. The bearing number was right. The working clearance in service was wrong.
When a nearby series can be used
A 6201 or 6203 is not a substitute for a 6202 unless the machine is intentionally redesigned.
The dimensional differences are enough to stop any casual replacement. A 6201 is smaller and usually reduces load margin and stiffness. A 6203 is larger at the bore, outside diameter, and width, so it requires shaft and housing changes. I have seen 6203 retrofits work in chronic failure cases, but only after the machine was reviewed as a system rather than as a bearing swap.
Before approving a 6203 retrofit, verify these points:
- Shaft seat diameter: A 6203 needs a larger shaft journal than a 6202.
- Housing bore and width: The surrounding structure must accept the larger outer ring and added width without weakening the fit area.
- Shoulders, spacers, and fillets: The modified arrangement still needs proper support and corner clearance.
- Speed and temperature: A larger bearing can change frictional behavior, grease churning, and running temperature.
- Seal strategy: If failures were contamination-driven, added capacity alone will not solve the problem. The enclosure and exclusion method may need to change first.
- System economics: Rework only makes sense if the asset is critical enough to justify machining, validation, and spares standard changes.
Retrofit decisions should solve a failure mode, not just install a bigger part.
For emergency maintenance, the safest rule is simple. Replace a 6202 with the same 6202 designation, including seal or shield arrangement and internal clearance, unless engineering has approved a different configuration. If the available substitute changes how the bearing handles contamination, speed, or thermal growth, treat it as a reliability risk and document the deviation before startup.
Your Action Plan for 6202 Bearing Reliability
The short list of decisions that matter most
For most facilities, the bearing size 6202 doesn't need a more complicated theory. It needs a more disciplined process. The high-impact decisions are straightforward, but they must be made deliberately.
Start with specification control.
- Confirm the full bearing designation, not just 6202. The suffix determines whether the bearing is suited for contamination and thermal behavior.
- Match the seal to the environment. Washdown, dust, and chemical exposure change the right answer.
- Match the clearance to heat and fit. Motor duty and temperature growth often justify more attention than teams give them.
Then focus on precision maintenance.
- Control shaft and housing condition. Correct nominal fit doesn't overcome fretting, wear, burrs, or damaged shoulders.
- Use correct mounting force paths. Press or heat the bearing in a way that protects the raceway.
- Remove with evidence preservation in mind. Every failed bearing should contribute data to future prevention.
Finally, monitor the asset instead of the part in isolation.
- Trend vibration and temperature. The machine usually shows deterioration before seizure.
- Review repeat failures as system problems. Misalignment, contamination ingress, base looseness, and lubrication practice often sit upstream of the bearing.
- Standardize what the storeroom issues. The wrong enclosure or clearance can turn a well-intended repair into another outage.
Small bearings create large reliability signals. The plants that win pay attention to the signal before the outage.
From component practice to plant reliability
A mature maintenance program treats common bearings as controlled failure points, not disposable consumables. That means linking specification, installation, route inspections, failed-part review, and spare parts governance into one workflow. It also means separating urgent replacement from root cause closure. A machine can be back online in an hour and still be on track for another avoidable failure.
For reliability engineers and plant leaders, the practical question isn't whether the 6202 is important. It's whether the organization has consistent rules for selecting it, fitting it, installing it, monitoring it, and analyzing it after failure. If those rules are inconsistent, the result is predictable. The same small assets will keep creating disproportionate downtime.
A structured plant review often reveals easy wins. Standardized suffix selection for wet areas. Better fit verification before installation. Cleaner storeroom labeling. Trigger points for vibration and thermography escalation. A requirement to preserve failed bearings for teardown. None of those changes are glamorous. All of them reduce repeat work.
If recurring motor, pump, fan, or conveyor bearing failures are still driving unplanned downtime, Forge Reliability offers a free reliability assessment to identify the practical gaps in selection, installation, condition monitoring, and failure analysis across critical assets.


